
గత రెండు సంవత్సరాల్లో, మెటల్ మొబైల్ ఫోన్లు పరిశ్రమలో హాట్ స్పాట్గా మారాయి మరియు అవి వినియోగదారు ఎలక్ట్రానిక్ ఉత్పత్తులలో మరింత విస్తృతంగా ఉపయోగించబడుతున్నాయి. ఈ వ్యాసం అనేక మెటల్ ప్రాసెసింగ్ టెక్నాలజీస్ మరియు సంబంధిత ఉత్పత్తి అనువర్తనాలను వివరంగా పరిచయం చేస్తుంది.
ఉదాహరణకు:
1. CNC+ ANODE: ఐఫోన్ 5/6, HTC M7

2. ఫోర్జింగ్ + సిఎన్సి: హువావే పి 8, హెచ్టిసి ఎం 8

3. ఒక డై కాస్టింగ్: శామ్సంగ్ A7


5. స్టాంపింగ్ + సిఎన్సి: హువావే మేట్ 7

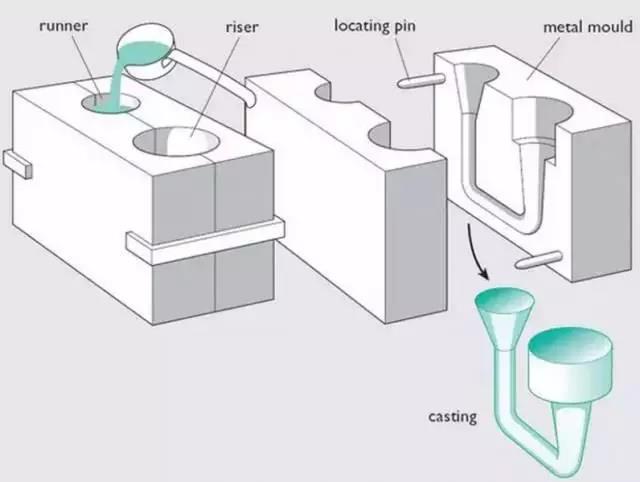
కాస్టింగ్
మెటల్ కాస్టింగ్ అంటే కరిగిన లోహాన్ని అధిక ఉష్ణోగ్రత నిరోధక పదార్థాలతో చేసిన బోలు అచ్చులోకి ప్రవేశించడం మరియు కావలసిన ఆకారం యొక్క ఉత్పత్తిని పొందటానికి ఘనీభవిస్తుంది; పొందిన ఉత్పత్తి కాస్టింగ్.
కాస్టింగ్ వర్గీకరణ
అధిక పీడనం యొక్క చర్యలో, ద్రవ లేదా సెమీ లిక్విడ్ మెటల్ డై-కాస్టింగ్ అచ్చు (డై-కాస్టింగ్ అచ్చు) యొక్క కుహరాన్ని అధిక వేగంతో నింపుతుంది మరియు కాస్టింగ్ పొందటానికి ఒత్తిడిలో ఏర్పడి, పటిష్టం అవుతుంది.
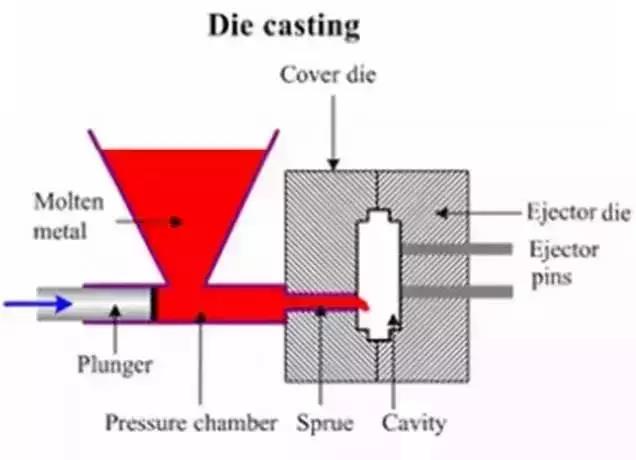
ఏదేమైనా, సాధారణ అల్యూమినియం డై-కాస్టింగ్ ప్రక్రియలో మృదువైన అల్యూమినియం ఆక్సైడ్ ఫిల్మ్ ట్రీట్మెంట్ చేయడం కష్టం అనే సమస్య ఉంది. కారణం, అచ్చు యొక్క అన్ని ప్రాంతాల ద్వారా ప్రవాహాన్ని మెరుగుపరచడానికి సిలికాన్ ముడి పదార్థానికి జోడించబడుతుంది. అందువల్ల, మీరు అల్యూమినియం డై కాస్టింగ్కు రంగులు వేస్తుంటే, అది పెయింటింగ్ తర్వాత దాని ప్రీమియం అనుభూతిని కోల్పోవచ్చు ఎందుకంటే ఇది ప్లాస్టిక్ లాగా కనిపిస్తుంది.

ఫోర్జింగ్
1. సుత్తి లేదా స్మిత్ ఫోర్జింగ్
ఇదే పద్ధతి సుత్తి ఫోర్జింగ్ లేదా ఫోర్జింగ్ ఇనుము కోసం ఉపయోగించబడుతుంది, ఇది వర్క్పీస్ను ఫోర్జింగ్ ఉష్ణోగ్రతకు వేడి చేయడం మరియు ఫ్లాట్ హామర్ మరియు డ్రిల్ ప్లేట్ మధ్య నకిలీ చేయడం; చిన్న ముక్కలను చేతితో ఐరన్ ఫోర్జింగ్ అని పిలుస్తారు; పెద్ద ముక్కల కోసం, ఈ క్రింది చిత్రంలో ఆవిరి సుత్తి (ఆవిరి సుత్తి) ఉపయోగించాలి. వాటిలో, పని వస్తువు డ్రిల్ ప్లేట్ మరియు ఫ్లాట్ సుత్తి మధ్య ఉంచబడుతుంది. ఆవిరి సుత్తి యొక్క నిర్మాణం కోసం, ఇది ఫోర్జింగ్ సామర్థ్యంపై ఆధారపడి ఉంటుంది. కాంతి రకం సింగిల్-ఫ్రేమ్ రకం, మరియు భారీ రకం డబుల్-ఫ్రేమ్ రకం.
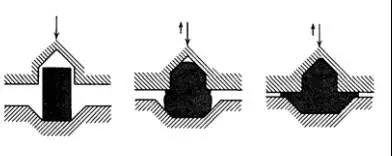
3. ప్రెజర్ ఫోర్జింగ్ (ఫోర్జింగ్) | ఫోర్జింగ్ నొక్కండి
ప్రెజర్ ఫోర్జింగ్ అనేది ఫోర్జింగ్ పద్ధతి, దీనిలో నెమ్మదిగా ఒత్తిడితో లోహం డైలో వెలికి తీయబడుతుంది. లోహం చాలా కాలం పాటు బలవంతం చేయబడినందున, ఎక్స్ట్రాషన్ ప్రభావం ఫోర్జింగ్ యొక్క ఉపరితలంపై మాత్రమే కాకుండా, వర్క్పీస్ మధ్యలో కూడా ఉంటుంది. అందువల్ల, అంతర్గత మరియు బాహ్య ఏకరూపత యొక్క ప్రభావాన్ని సాధించగలదు మరియు దాని ఉత్పత్తుల నాణ్యత కూడా సుత్తి ఫోర్జింగ్ కంటే మెరుగ్గా ఉంటుంది.
మొబైల్ ఫోన్ కేసింగ్ల ప్రక్రియలో ఫోర్జింగ్ ఉపయోగించబడుతుంది, ఇది CNC సమయాన్ని సమర్థవంతంగా తగ్గిస్తుంది, తద్వారా ఖర్చు చాలా తక్కువగా ఉంటుంది; మరియు 95% కంటే ఎక్కువ అల్యూమినియం కంటెంట్ ఉన్న అల్యూమినియం మిశ్రమాలను యానోడైజింగ్ కోసం ఎంచుకోవచ్చు. తయారీ ప్రక్రియ: మొదట ఫోర్జింగ్ ద్వారా మందమైన మొబైల్ ఫోన్ స్ట్రక్చరల్ భాగాలను పొందడం; అప్పుడు CNC అనవసరమైన భాగాలను మిల్ చేస్తుంది; NMT మెటల్ + ప్లాస్టిక్ ఇంటిగ్రేటెడ్ స్ట్రక్చరల్ భాగాలను పొందుతుంది; యానోడైజ్డ్ ఉపరితల చికిత్స; చివరకు యాంటెన్నా కవర్ను అతుక్కోవడం.క్రింద చూపిన విధంగా OPPO R7/R7 ప్లస్ వంటివి

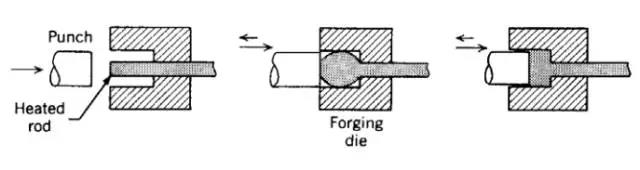
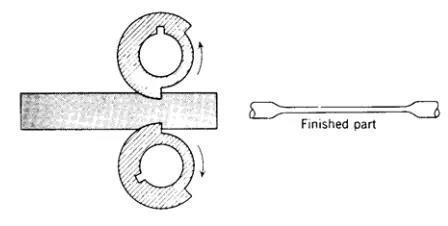
రోల్ ఫోర్జింగ్ సూత్రం క్రింద ఉన్న చిత్రంలో చూపబడింది.
గుద్దడం
మెటల్ పంచ్ అనేది మెటల్ కోల్డ్ ప్రాసెసింగ్ పద్ధతి, దీనిని కోల్డ్ పంచ్ లేదా షీట్ మెటల్ పంచ్ అని కూడా పిలుస్తారు. గుద్దే పరికరాల శక్తితో, మెటల్ షీట్ నేరుగా అచ్చులో బలవంతంగా ఏర్పడుతుంది. పంచ్ భాగాలు ఆటోమొబైల్ భాగాల తయారీ మరియు గృహోపకరణాల తయారీలో విస్తృతంగా ఉపయోగించబడతాయి.
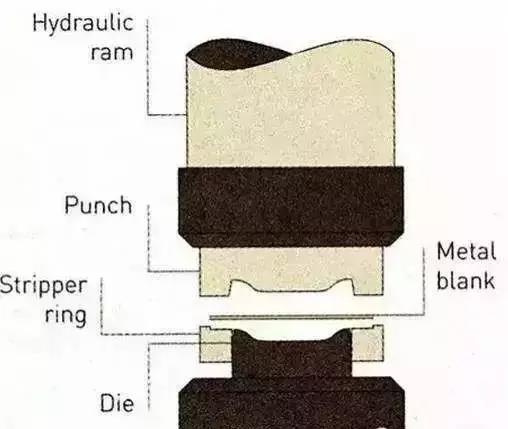
క్రాఫ్టింగ్ ప్రక్రియ:
1. అచ్చు పట్టికపై మెటల్ ప్లేట్ను పరిష్కరించండి
ఇటీవల ప్రారంభించిన రెడ్మి నోట్ 3 స్టాంపింగ్ ప్రక్రియ ద్వారా తయారు చేయబడిన మెటల్ బ్యాక్ కవర్ను ఉపయోగిస్తుంది.
స్టాంపింగ్ యొక్క ప్రత్యక్ష ప్రయోజనాల్లో ఒకటి ఖర్చు ఆదా. దీనికి నానో-ఇంజెక్షన్ మోల్డింగ్ అవసరం లేదు మరియు గ్రౌండింగ్ తర్వాత నేరుగా యానోడైజ్ చేయబడుతుంది. సామూహిక ఉత్పత్తి త్వరగా పెరుగుతుంది; కానీ ఈ సాంకేతిక పరిజ్ఞానం యొక్క ప్రతికూలత ఏమిటంటే, ఫ్యూజ్లేజ్ యొక్క ఎగువ మరియు దిగువ చివరలను ప్లాస్టిక్ స్ప్లైజ్ చేయాలి. సంక్లిష్ట అంతర్గత నిర్మాణాన్ని చేయలేము, వెనుక కవర్ కోసం మాత్రమే ఉపయోగించవచ్చు.
CNC | CNC మెషిన్ టూల్
సిఎన్సిని సాధారణంగా "సిఎన్సి మెషిన్ టూల్" అని పిలుస్తారు, ఇది ప్రోగ్రామ్ ద్వారా నియంత్రించబడే ఆటోమేటెడ్ మెషిన్ సాధనం. కంట్రోల్ సిస్టమ్ కంట్రోల్ కోడ్లు లేదా ఇతర సింబాలిక్ సూచనలతో ప్రోగ్రామ్లను తార్కికంగా ప్రాసెస్ చేయగలదు, మరియు కంప్యూటర్ డీకోడింగ్ ద్వారా, యంత్ర సాధనం పేర్కొన్న చర్యలను చేయగలదు మరియు అసలు మెటల్ ప్లేట్ యొక్క భాగాన్ని ఎక్కువసేపు ప్రాసెస్ చేస్తారు మరియు చివరకు కావలసిన ఆకారంలోకి తయారవుతుంది.
ఐఫోన్ 5 మరియు 6 ఒక ముక్కలో అల్యూమినియం మిశ్రమంతో తయారు చేయబడ్డాయి, అనగా, శరీరం మరియు ఫ్రేమ్ అల్యూమినియం మిశ్రమం సిఎన్సి యొక్క ఒకే ముక్కతో తయారు చేయబడతాయి. అయినప్పటికీ, మొబైల్ ఫోన్ యొక్క రేడియో ఫ్రీక్వెన్సీ సిగ్నల్ సమస్యను పరిశీలిస్తే, శరీరం అనేక విభాగాలుగా విభజించబడుతుంది, సాధారణంగా ఎగువ మరియు దిగువ భాగాలు. చివర్లో ఇంజెక్షన్ మోల్డింగ్ మరియు ఇతర విభజనలను ఎంచుకోండి.
అధిక నాణ్యత గల రూపాన్ని పొందడానికి, యానోడైజింగ్, ఇసుక బ్లాస్టింగ్, పాలిషింగ్ మొదలైన ఉపరితల చికిత్సలు కూడా జరుగుతాయి, దీని ఫలితంగా ప్రత్యేకమైన రంగు మరియు మృదువైన స్పర్శ వస్తుంది.
------------------------------------------------------ ముగింపు --------------------------------------------------------
రెబెకా వాంగ్ సవరణ



